다이얼 게이지를 활용한 테이블쏘의 정밀도 조절(Alignment)
목공기계는 정밀도를 유지하기 위해 정기적인 유지관리(Maintenance)가 필요합니다.
예를 들어 테이블쏘에서 절단작업(횡절, Ripping)을 할 때 절단면이 탄듯한 끄을림 자국이 남는 경우가 종종 있습니다. 이 원인은 톱날이 둔해진 경우도 있고 테이블쏘 기계 자체의 정렬 셋팅에 문제가 있는 경우에도 발생할 수 있습니다. 여러가지 셋팅 방법이 있겠지만 여기서는 다이얼 게이지를 활용한 테이블쏘의 정렬 셋팅 방법에 대해 다루도록 하겠습니다.
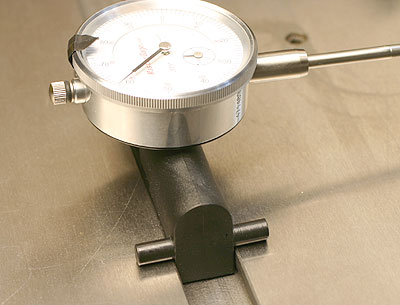
사용하실 다이얼 게이지의 종류도 디지털식과 나침반과 같은 일반 게이지 형태의 아날로그 방식이 있습니다만 셋팅을 위한 측정작업 시에는 오히려 디지털보다는 아날로그 방식의 게이지가 직감적으로 오차의 움직임을 판단하기 쉬우니 이점 참고하시고 절대적인 정밀도를 추구하는 것이 아니기 때문에 저가의 게이지로도 충분하다고 봅니다.



흔히 오차범위가 1/10mm도 심하다고 하는 분이 계시는 것 같아 드리는 말씀이지만 사실 목공 기계에서 이정도 오차면 금속가공 기계로 따지자면 엄청난 정밀도 입니다. 어떤 분은 이 오차범위 조차도 크다 1/100mm정도 내외가 적절하다는 분도 계시지만 솔직히 목공기계에서는 불가능한 오차범위 입니다.
농담삼아 이런분들에게 무슨 나사 우주선 부품 만드시는 것도 아니고 너무하신다고 말씀드린 적이 있습니다만 펠더의 기계조차 1/10mm 오차로 절단 가능하다는 것을 큰 장점으로 내세워 영업마케팅에 적극적으로 활용하고 있는 실정입니다. 그 정도로 이 오차범위 조차도 굉장히 정밀하다는 뜻입니다.
아마 목공기계 제조업체 중에 이 정도의 오차범위의 수치를 내세워 제품 어필을 하는 업체는 거의 전무 할 겁니다.
체크포인트1 - 테이블쏘의 축(Arbor)떨림을 체크.
상업공방의 정밀도는 바로 이 테이블쏘에서 나온다고 해도 결코 과언이 아닐 정도로 테이블쏘가 모든 정밀도의 기본이 되지 않나 싶습니다. 우선 주축(Arbor)의 떨림을 측정해 보십시오. 톱날을 떼어내고 주축의 안 쪽과 끝 쪽에 다이얼 게이지를 대고 손으로 축을 회전시켜가며 각각의 오차도를 확인해 봅니다. 단 여기서 주의할 점은 게이지가 나사선의 영향을 받지 않도록 게이지 끝부분이 평평한 면의것으로 바꾸어 사용합니다.
테이블쏘의 정렬이 정상이라면 다이얼 게이지의 침은 거의 움직임이 없이 일정할 겁니다.
최대 측정가능 범위가 1/1000인치(25.4미크론. 스트로크는 1인치-25.4mm)이므로 이 범위 내에서 움직일 겁니다.
만약 움직임이 크게 떨린다면 수리가 필요합니다. 이 부분은 여러분이 수리할 수 없는 부분이기 때문에 기계구매처와 상담하시기 바랍니다. 중고를 구매하시는 분의 경우는 구매하기 전에 반드시 이런 부분들을 체크하고 구매하시기 바랍니다.
팁: 축에 마킹을 해두고 항상 같은 위치에서 측정을 할 것.



체크포인트2 – 톱날의 정렬상태 체크
테이블 쏘는 좌측 슬롯(마이터 슬롯이라고 하고 정반위에 난 홈)이 모든 기준이 됩니다. 톱날도 조기대(Fence)도 바로 이 마이터 슬롯을 기준으로 조절하게 됩니다.


톱날을 장착한 후 앞쪽 위치에 다이얼 게이지를 대고 그 위치에 펜으로 마킹을 해 둡니다.
다이얼 게이지의 눈금을 제로에 맞추어 둡니다. 다음으로 다이얼 게이지를 톱날 반대편 끝으로 이동시켜 동시에 톱날을 손으로 돌려 앞서 마킹해 둔 위치에서 게이지 값을 읽습니다.





이렇게 톱날에 마킹을 해 두고 같은 위치에서 측정하는 것이 포인트 입니다. 이런식으로 톱날과 축의 떨림을 상쇄 시켜주면 됩니다.
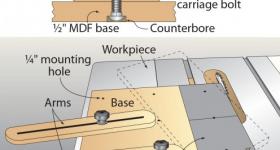
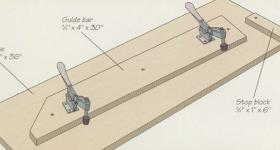
체크포인트3 – 톱날 자체의 휨상태를 체크
위와 같은 방법으로 측정이 가능하긴 하지만 축(Arbor) 자체의 오차가 생길 수 있기 때문에 좀 더 정확한 측정을 위해서는 톱날 자체만 회전시켜 톱날 면의 휨 상태를 체크 합니다. 여러가지 방법이 있겠습니다만 여기서는 아래 사진처럼 축이 아닌 톱날만 회전시켜 확인할 수 있는 전용 JIG를 사용한 체크 방법을 소개했습니다.




체크포인트4 – 조기대(펜스)의 정렬상태 체크
마이터 슬롯의 앞 쪽과 뒤 쪽의 차를 측정하면 됩니다. 오차범위만큼 펜스를 조절하면 상대적으로 쉽게 조절할 수 있습니다. 조기대는 완전하게 평행을 맞추지 마시고 기분상 아주 약간 오른쪽으로(종이 1장 물릴 정도) 벌어지게 셋팅하면 절단면의 끄을림?을 방지할 수 있습니다.